喷墨打印技术的数字化形式依赖包含栅格图像的文件;这些位图以最简单的形式包含有(或无)液滴的信息。此外,分辨率决定了液滴的间距,形成二维图形。经打印后图案可能具有厚度,但是,栅格图像不提供此类信息。对于纯3D打印,解决方案是为每个打印层指定固定高度。此方案精美而简单,每个液滴都近似于一块固定长度、宽度和高度的砖块。当液滴尺寸远低于应用所需的公差时,这种方法相当有效。
但是,对于阻焊要求,情况并非如此。PCB设计中的特征在长度和宽度上跨越几个数量级。最小的特征只有1倍、2倍或3倍液滴的大小(请参阅2月刊专栏文章《加成法:打印头选择》),具体取决于硬件。作为位图定义和最终图形之间的桥梁,定义液滴流出长度(Lof)非常有用。该长度是位图图形长度与打印及固化后特征最终长度之间的差。
图1的直观定义有助于正确评估Lof 的作用。此外,通过直观地对比单个像素特征和较大特征,突出了这种长度对小尺寸特征的影响。

由于数字定义的位图提供了对图形的控制,因此添加可重复Lof 可将重复性一直扩展到打印的图像。实现此扩展的适当位置是在图形的矢量格式CAM定义和栅格图像的后续生成之间。此时,由坐标定义的几何特征将成为位图。Lof 将成为需要打印特征的调整长度。对矢量格式的类似干预已经很常见,用于补偿湿制程中的蚀刻不足或蚀刻过度。
从前面的专栏文章中可以清楚地了解,打印策略可以独立地采用打印分辨率和液滴大小。一方面,分辨率是打印机参数,其倒数L1 pix 表示1个像素的长度;另一方面,油墨的物理属性和表面决定了液滴的大小。这使得液滴大小成为更为间接的工艺参数。Lof 由下面2个独立参数决定:
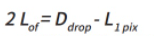
其中,Ddrop 是单个液滴的直径。根据此定义,Lof 取决于所选液滴的物理特性和所选的分辨率。
当分辨率接近无穷大时,任何大于2倍Lof的特征都是可行的。然后,在低分辨率下,其倒数L1 pix 几乎和Ddrop 一样大,将导致较小的Lof 和特征尺寸的离散化。如图2所示,当特征尺寸较小(接近单个液滴极限)时,较大的分辨率将不允许构建特征尺寸的连续体。可打印特征尺寸之间的最小间隙为L1 pix 。这就是对于阻焊膜涂布高分辨率是首选的原因。
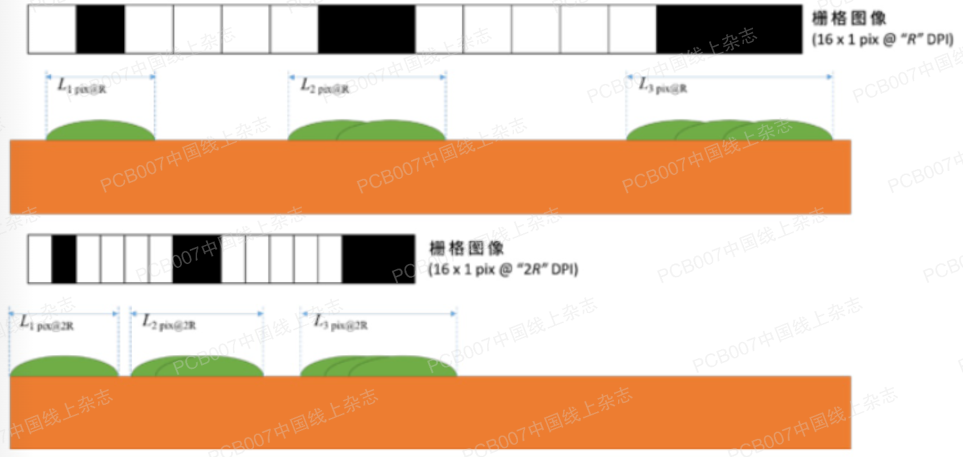
图2:不同分辨率“R”和“2R”对特征尺寸离散化影响的对比
对Lof及其可重复性的清晰了解确实是成功形成图形的关键。很少有设备供应商使用比单一Lof更精密的概念。为了简化用户体验,他们直接在CAM站提供前端界面。这种方法与日常办公体验非常相似,基于“所见即所得”(what you seeis what you get,简称WYSIWYG)概念,在日常办公体验中,屏幕上的文本与打印在纸上的文本看起来完全相同。
目光敏锐的读者可能已经发现,重叠的液滴并没有形成合理的高度,目前为止只是简单解释了Lof概念。接下来将重点介绍图形高度的构建。这将使我们看到喷墨打印的阻焊膜砖块。
喷墨阻焊膜的宗旨是对厚度的完全控制不仅可作为整个PCB的单一参数,而且可作为图形外貌设计选择。喷墨能够为图形的每个点添加尺寸(高度)。
最简单的解释是层堆叠。构建和打印图形时,分辨率和液滴大小足以计算单层的厚度。将这样的一层打印两次会使厚度翻倍。当分辨率足够高以允许大液滴重叠时,另一个工具抖动允许调整厚度。抖动以一定的间隔及一定的百分比从图像中移除黑色像素。由于液滴足够大,即使在某些液滴缺失时也能相互接触,因此会形成一层更薄、连续的液滴层。抖动参数决定最终厚度。
上一段中给出的解决方案适用于较大的特征,其大小为液滴尺寸的几倍。如前所述,当特征尺寸与单个液滴大小相当时,其尺寸和厚度控制变得更具挑战性。工具供应商提供的前端改进概念解决了此类挑战。这些概念可能尚未公开,因此最好的方法是直接向设备供应商提出正确的问题,最好是要求获取样品,并验证实际结果是否接近“所见即所得”。
前期的专栏(2021年10月刊和2021年11月刊)详细描述了液滴的典型形状;其剖面类似于具有一定接触角的圆顶。这种形状是喷墨打印的特征,会出现在任何打印边缘。厚度,尤其是用于构建高度的层数,会影响产生的接触角。喷墨打印特征的最佳纵横比(高度除以宽度)范围为0.15~0.3。较低的纵横比不可取,因为这将导致非常薄的图形,比常用的铜厚度薄。尽管构建厚度需要大量的层,但构建特征仍是可能的。工程设计高纵横比要求严格控制表面预处理和凝固机理。这并非不可能,尽管这不是稳健的选择,因为成功的工艺窗口将很小。在生产线上每天需要处理的表面剪切量可能有风险。
喷墨打印的砖块接近液滴的大小时,将永远不会有锋利的边缘。这确实是与现有技术不同,在现有技术中,标准需要更锋利的边缘。尽管如此,这种锋利边缘的构建并不是绝对必要的,有时甚至会导致失效,如截留化学药水。当附着力因固有地提供较不牢固的锚固点而变得至关重要时,圆顶形状可能具有机械偏好。一个例子是后处理中易去除湿化学药水。截留的残留化学药水通常是电路板寿命期间失效的原因。圆顶形状解决了这个问题。
一个尚未解决的问题是,可以堆放多少块砖?喷墨打印的砖块厚度可达多大?优势在哪里?严格来说,堆叠的层数没有限制。然而,有两个代价:打印时间和最小特征尺寸。由于目前可用的阻焊喷墨打印设备具有类似的产量,因此常见的“堆叠速度”约为2µm/s。进一步的工艺微调可能会增加该指标。关于最小特征尺寸,考虑流出长度和堆叠层给定纵横比的打印策略提供了其最小尺寸能力的信息。设备供应商可以帮助区分合理预期和完全不可能的图形。起点始终是基本打印策略。这一策略涵盖了主流PCB设计需求,最少具有几个月的测试和验证优势。只要在其他方面(如产能)存在折衷的空间,就可以根据特定目的从基本点进行不同研究。最后,当厚度和横向尺寸都远远超过液滴的大小时,堆叠将再次类似于现在常见的3D打印。此时,西方提出的精细概念所发挥的作用不大。
更多内容请点击这里查看,文章发表于《PCB007中国线上杂志》22年3月号,更多精彩原创内容,欢迎关注“PCB007中文线上杂志”公众号。
标签:
#PCB
#新技术
#加成法
#阻焊膜
#图案
#液滴
#砖块边缘

